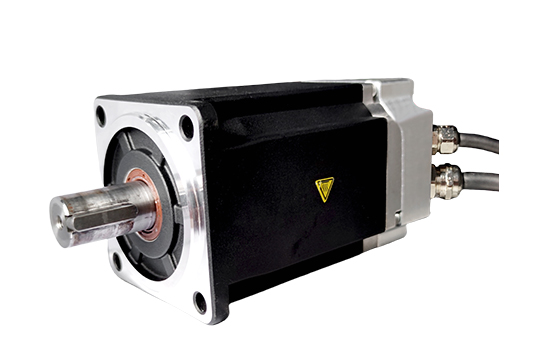
上海四宏电机有限公司主营产品:低压伺服电机、交流伺服电机、步进电机、无刷电机以及配套驱动器。
华东地区:13482896782
华北地区:15317717112
华南地区:18017377875
华北地区:15317717112
华南地区:18017377875
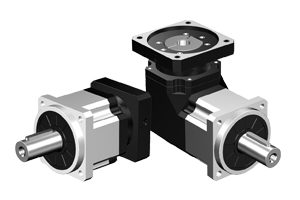
1、开模、锁模、顶针等动作采用高精度丝杠螺母,传动精度0.01mm。
2、直线导轨,将传统往复滑动引导转变为滚动引导,提高定位精度,降低机械造价并且大幅度节省电力,可长时间维持高精度。
3、采用新型测力传感器,准确控制背压取得稳定的精密注塑。
4、同步带轮及同步带,结构简单、安装方便、传动精度高,噪声低。
5、采用集中式润滑,容积式比例分配器,保证每点润滑充分。
全电动注塑机电控原理:
步进系统:是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。步进的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制的非常灵活方便。
步进步进电机的工作原理:
步进步进电机是一个典型闭环反馈系统,减速齿轮组由电机驱动,其终端(输出端)带动一个线性的比例电位器作位置检测,该电位器把转角坐标转换为一比例电压反馈给控制线路板,控制线路板将其与输入的控制脉冲信号比较,产生纠正脉冲,并驱动电机正向或反向地转动,使齿轮组的输出位置与期望值相符,令纠正脉冲趋于为0,从而达到使步进步进电机精确定位的目的。
步进步进电机的控制:
标准的步进步进电机有三条控制线,分别为:电源、地线及控制。电源线与地线用于提供内部的电机及控制线路所需的能源,电压通常介于4V—6V之间,该电源应尽可能与处理系统的电源隔离(因为步进步进电机会产生噪音)。甚至小步进步进电机在重负载时也会拉低。
放大器的电压,所以整个系统的电源供应的比例必须合理。输入一个周期性的正向脉冲信号,这个周期性脉冲信号的高电平时间通常在1ms—2ms之间,而低电平时间应在5ms到20ms之间。